





Is it Worth Building Torque Converter Welding Stand In-House?
Torque Converter rebuilding is nowadays a kind of service that is provided both by large remanufacturing companies and smaller-scale automatic transmission repair shops. The process is rather easy to comprehend, but to do it properly you will certainly need a torque converter welding stand. In this article, we will consider technical solutions that are used for the top-quality welding of torque converters in repair shops.
Stages and requirements for the torque converter repair process
I visited different repair shops specialized in
torque converter rebuilding, located in Europe, and I had a good opportunity to
learn about different methods of the torque converter welding. Repair
techniques used in particular cases directly depend on the needs of a specific
workshop, as well as on the technical and engineering capabilities of its
specialists. For instance, some repair shops, with small amounts of orders for
the torque converter repair, perform the converter welding on a lathe machine.
Personally, I have seen quite a few videos of this welding method, which were filmed
in Central and South America.
Repair shops strongly engaged in the torque converter repair service purchase special stands designed specifically for welding of torque converters. Large workshops install this equipment with a high degree of automation, thereby increasing the volume of repaired products. Currently, professional torque converter welding stands are produced by such companies as TCRS, KINERGO, Cottingham Engineering, ATI Performance, and several Chinese manufacturers.
.jpg?1555083970456)
Image 1
One of the most difficult stages in the repair
of a torque converter is the restoration of its body integrity. This process
involves welding of the cover and the body. The complexity of this operation
lies in the fact that it is necessary to repeat the welding seam made (see
image 1) at the production factory as accurately as possible. In addition to
being sufficiently stiff to last, the seam must be air-proof and ensure the
geometrical arrangement of the product. In this article, we will consider
technical solutions that are used for the top-quality welding of torque
converters in repair shops.
The main requirements for accurate welding of
the two halves of a cut-open torque converter are as follows:
- The run-out in the alignment of the hub and the pilot should not exceed 0.10 ... 0.15 mm.
Let us talk more about the term “alignment”. It refers to the offset and (or) bending of the common axle of the two cylindrical parts (see image 2). When we are talking about torque converters, the offset and bending of the common axle of the pilot and the hub will lead to increased wear of the seal and the bushing (in which the torque converter pilot rotates). It may cause serious complications and in some torque converter repair shops, transmission specialists try to weld both halves of the converter with the hub run-out not exceeding 0.08 mm.

Image 2
- The welding seam must be air-tight and stiff, performed professionally;
- The presence of the vital clearance gap between the internal parts of a converter.
Generally, prior to welding, it is necessary to
increase the distance between the cover and the body of the torque converter by
0.4… 2 mm to create this gap.
Based on the abovementioned information, the torque converter welder should meet the following requirements:
- The upper and lower locking units of the torque converter should be aligned or it should be possible to align them.
- The pilot and the hub should be locked accurately on the machine.
- The initial structural stiffness of the entire welding stand design must compensate the mechanical tension occurring in the process of the torque converter welding.
- It should be possible to set a compensating expansion clearance between the body and the cover of a torque converter.
- It should be possible to make a high-quality welding seam.
These parameters can be obtained with the help
of various design solutions.
First of all, let us consider different positioning schemes during the process of welding:
- Vertical positioning of the torque converter axle (see image 3).

Image 3
- Inclined positioning of the torque converter axle (see image 4).

Image 4
- Horizontal positioning of the torque converter axle (see image 5). You will only find it when the shops are doing welding on a lathe machine.

Image 5
Looking in the image provided above, some
people might think that a lathe machine, which is always used in the torque
converter repair on the initial cut-open stage, can be easily upgraded to the
torque converter welding stand. However, this opinion is not entirely correct.
The process of welding on a lathe machine is associated with a certain number
of difficulties and turns out to be a low-performance solution. Another issue: requirement to achieve a specific rotational
speed of the torque converter during the welding process. This is due to the
fact that the kinematics of a lathe machine is intended for significantly
higher revs rate of compared against the rate required in the process of
welding. All other peculiarities will be clear to you after you complete this
article.
In case of the vertical positioning, all internal parts of the torque converter do not fall out, and it significantly simplifies mounting of the torque converter on the welding stand The possibility of positioning the torque converter axle at an arbitrary angle allows putting the welding gun almost vertically above the welding seam. It is claimed by some shop specialists that it simplifies the process of welding and improves the seam quality. This is because the melted metal in the welding zone spreads under the effect of gravity. This way the metal fills different micro pores and evenly spreads all over the seam area.
If the axle of the component being welded is inclined or positioned horizontally, then all the internal parts will tend to fall out. To avoid this situation, it is necessary to make efforts to force together the body and the cover of the torque converter.

Image 6
For further clarity in the terms used, we will
adhere to the following definitions for torque converter components – see image
6.
Tips on proper welding of a torque converter
Let us consider the most common design solution
of the stand for welding of torque converters.

Image 7
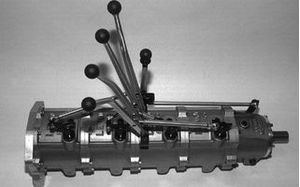
As you know, this positioning can be horizontal
or inclined, but we will consider the scheme with vertical positioning of the
torque converter axle to keep it simple with the terms used (see image 7). Here
we can see the torque converter (1), placed on the faceplate (4). The torque
converter pilot is locked in the self-centering chuck (2), and the hub is held
steady in the upper chuck (3). In this case, the lower chuck rotates together
with the plate thanks to the adjustable-speed drive, while the upper chuck
rotates freely. In addition, the upper chuck is free to move vertically to
allow for mounting/removing of the unit (being welded) and setting the internal
expansion clearance. Apart from the self-centering chucks, there are other
methods of locking torque converter parts, and we will consider them below.
To ensure the alignment of the welded torque converter
parts, it is necessary to understand that there are mechanical stresses that
can change the final configuration of the unit during the welding process. To
eliminate the chance of it, there is rigid locking of the torque converter
cover and its body. In this regard, the first task is to stiffen the locking
system of torque converter parts. The next requirements for the welding stand are
initial alignment of the upper and lower chucks and stiffness of the stand
itself.
Let us look
at the upper and lower tables separately.

Image 8
The lower table is an axle, on which the chuck
and the plate are fixed (see image 8). The entire axle is set into rotation by the
motor (
М) with the
possibility to adjust the rotational speed and the angle of rotation, aiming to
regulate the linear welding speed and positioning of welding dots evenly along
the entire circumference of the seam. In order to ensure the minimum chuck
run-out, such designs employ a high-precision fit for the chuck relative to the
axle of rotation of the entire assembled unit. What is more, chucks with
extended precision are applied here. The mounting arrangement and the types of
bearings must be selected based on the maximum stiffness. For this purpose, tapered
angular-contract bearings proved to be highly efficient.
The upper chuck is installed in such a way that
it has free rotation relative to the rod, which is one of the main parts of the
welding stand (see image 9).

Image 9
The rod itself can move linearly and vertically
relative to the welding stand body. The locking unit and movability of the rod
relative to the body turned out to be the main difficulties in implementation
of this design. The rod must be quite stiff, accurate in movement, and at the
same time it should not put excessive loads on the drive. The rod is installed
in linear bearings, which can be implemented as bushings made of different
materials with a low friction coefficient on the rod. In this case, linear movement
of the unit is performed by the screw pair driven by the motor.
Let us take a closer look at this unit and some variants of its design implementation. In fact, this unit will be similar to spindles used in many machines that have a mechanism of axial moving sleeve (for example, vertical turning mill, boring machine, drilling machine). A tailstock of a lathe machine will also allow performing this function. Using the example of the tailstock, we will consider one of the variants for implementation of this unit.

Image 10

Image 11
In our particular task, it is necessary to move
one part of the torque converter relative to another one (maintaining the
alignment) in the axial direction and retaining the possibility of free
rotation for the hub locking unit. Roughly speaking, the chuck is installed
instead of a cone of the rotating center. Now, we are mostly interested in the
mechanism of the sleeve movement (3) relative to the body (2) (see image 10).
From the outside, the moving sleeve is comprised of a tempered steel cylinder
with a precise geometrical arrangement. The cylinder has a longitudinal groove
preventing any slips. The orifice for the moving sleeve in the cast-iron
housing is adjusted for the sleeve size. Steel and cast-iron have good frictional
properties, so the moving sleeve does not get wedged in the body. The locking
mechanism of the moving sleeve can be examined in section C-C (see image 11).
The mechanism features a screw (42), which presses bushings (43, 45). The
bushings lock the movable sleeve with the help of segmented slots, when the
screw is tightened by the handle (48). This mechanism allows locking the moving
sleeve in the desired position and moving it without additional load on the
drive. The movement mechanism itself consists of a screw (8) and a nut (6). The
nut is fixed in the moving sleeve. The screw shank rotates relative to the
cover (18), which is attached to the tailstock body. In this example, thrust
bearings are used on the screw, since the moving sleeve on the lathe machine is
subjected to significant axial loads. Thrust bearings, used in the welding
stand, can be replaced with angular-contract bearings. The screw drive is a
flywheel (12) with a handle (13) and it is set in motion manually. If it is
necessary to automate this process, the flywheel can be replaced with engines
of various types.
When developing the chuck movement unit
independently on your own, you can use different types of bushings, linear
bearings, etc. The basic principle can differ only in the following: the moving
sleeve is locked after changing its position or it is preliminarily tightened
in the process of movement, which ensures linear movement without subsequent
locking. For example, you can design the body with the help of split bronze
bushings, which should be tightened to some extent during linear movement of
the rod. The applied force must exclude the possibility of any free motions in
this unit, but at the same time not to block it, allowing the motor to move the
rod.
In most
cases, the problem with the overall alignment of the upper and lower chucks is
solved by installing an adjustment mechanism and setting one of these units
relative to the other one. The peculiarity of the mechanism lies in the fact that
the complete unit of the upper or lower chuck is not a part of the overall body.
It is designed as a separate element and it is possible to alter its position
and locking relative to the body and, consecutively, relative to the opposite
chuck.
In case of torque
converter welding using a lathe machine, the alignment is maintained by geometrical
arrangement of the machine itself, i.e. alignment of headstock and tailstock.
The most common locking scheme for two halves
of the torque converter is the following: the body rests on the plane, while
the pilot and the hub are locked by two opposite spindles. Significant
differences can lie only in the method of centering. It can be a self-centering
three- or six-jaw chuck, collet chuck or a set of reduction bushings (see image
12). The chucks can have different types of drives (manual, hydraulic, The most
common locking scheme for two halves of the torque converter is the following:
the body rests on the plane, while the pilot and the hub are locked by two
opposite spindles. Significant differences can lie only in the method of
centering. It can be a self-centering three- or six-jaw chuck, collet chuck or
a set of reduction bushings (see image 11). The chucks can have different types
of drives (manual, hydraulic, pneumatic or mechanical). The drive type will be
determined by the volume of repaired torque converters.

Image 12
The most accurate centering method (considering
the abovementioned) is a collet chuck. It is the best solution for repair shops
with a large number of orders for the torque converter repair when the
converters have the same diameters of the hub and the pilot. When it is
necessary to repair different types of converters, the time for the welding
machine re-adjustment will be significantly increased. For one-time repair, it
is optimal to use self-centering chucks, which do not require special
re-adjustments. Higher accuracy can be achieved by using six-jaw chucks, but
their price is significantly higher. Reduction bushings will be the least
accurate, as there is always the possibility of clearances after fitting the
bushing and the converter. These clearances can cause a radial offset of the
torque converter, as well as mismatch in its alignment.
There is a popular misconception that three-jaw
chucks can damage the hub surface. Let us consider this assumption. In most
cases, the hardness of jaws in chucks is higher than the same parameter of the
hub. However, the hub surface is also heat-treated, thus the difference in
hardness is insignificant. Any dents from the jaws will appear on the surface
of the parts only when there is a significant difference in hardness of
interacting components and when the unit is fixed too tightly, which is not
needed for the torque converter welding.
More on the control system – description and variants of its
implementation
The entire control system of the welding stand
can be implemented in different ways. The main goal here is the following: it
is necessary to coordinate the rotation of one chuck with operation of the
welder and the possibility of axial movement of torque converter halves
relative to each other.
To coordinate the processes of rotation and welding, it is necessary to ensure the following:
- The possibility to change the speed of rotation of the table to provide necessary linear welding speed, which can vary within the range from 4 to 20 mm/s depending on the particular selected mode of operation. For example, if the torque converter diameter is 250 mm, and the welding speed is 9mm/s, then one component should perform one rev in 1 minute 27sec. If the torque converter diameter is changed by 20 mm, then one turn must be completed within 1 min 34 sec. Based on this information, it can be concluded that the adjustment range of the rotation rate must be quite large. This type of adjustment can be implemented with the help of a potentiometer or frequency converter.
- To eliminate distortions in the process of the circular seam welding to the maximum extent, it is necessary to have torque converter parts fixed relative to each other by welding dots in advance. At the same time, welding dots must be positioned evenly along the entire circumference.

Image 13
The optimal number of dots is 4 or 8 (see image
13). At the same time, welding dots should be set diametrically relative to
each other, with minimum time intervals. For this purpose, it is necessary to
have the capacity to rotate the chuck at a given angle. One of the ways to
implement this function is to install end switches around the circumference of
the drive axle.
Sometimes welding stands can be equipped with
two welding guns. It allows installing two opposite welding dots
simultaneously. It maximally reduces mismatch in the alignment between the two
halves of the torque converter and makes the welding process twice as fast.
However, implementation of two welding guns entails some difficulties when
setting up the welding stand. Welding guns must be positioned strictly
diametrically relative to each other. The parameters of height, angle of
inclination, and distance to the surface being welded must be the same. The
settings of the welding sources (welders) must be strictly identical and
sometimes it can be a problem, since two absolutely identical welding machines
with the same settings can produce slightly different seams.
Both abovementioned requirements can be
implemented using stepper motors with a control system for them.
As for the possibility of axial movement of two torque converter parts at a specified distance, it can be implemented in many ways – from using stepper motors to manual rotation of the lead screw. However, it is worth noting that the manual drive for the unit rotation in the process of welding is not the best solution, since a high-quality seam requires smooth rotation without jerks and stops. The electronic control system using stepper motors is an optimal solution, since it allows you to embed different operation modes for the torque converter welder and establish separate cycles.
Common solutions for welding technology
Now, have a closer look at a short description of the welder (welding source) and the process of welding.

Image 14
In most cases, torque converters are welded
with the help of MIG/MAG technology. This method is quite simple and at the
same time provides an efficient solution. As can be seen in the image 14, the
seam is angular. The welding machine selection should imply that it is
necessary to weld metals which are approx. 1.5 mm thick and the welder must
provide a large seam leg.
It is quite difficult to obtain a quality weld leg by setting only the wire feed speed and voltage. Therefore, it is desirable to perform some adjustments for the welding machine, such as inductance and burn. They allow you to regulate how the welding seam will spread. It should be noted that the welding process lasts about 1…2 minutes, and if the nozzle is too close to the parts being welded, it (nozzle) intensively overheats.