





How to Measure Preload When Rebuilding 6HP Transmission Torque Converter
Is it difficult to fix the torque converter accurately? In view of the fact that the design solutions for torque converters can differ, therefore some actions in the process of the torque converter repair will be different for each specific design, too. In this article, we will consider peculiarities of the torque converter repair and preload measurement – typical for the 6HP family.
Let us get some insights into the repair peculiarities of the torque converter installed in the automatic transmission 6HP28.

As can be
seen on the image above, the lock-up plate is welded to the torque converter body,
friction discs are located under the plate and it is impossible to replace
these discs without cutting the plate.

Most of the
subsequent operations are the same as with the repair of other torque
converters. These operations include flushing/washing of all parts, replacement
of the seal ring.

If required, repair specialists replace the seal pressed into the center hole of the torque converter body. It is also necessary to check the one-way clutch mechanism in the stator (reactor), which frequently turns out to be the source of numerous problems. Furthermore, it is necessary to install the plate and new friction discs, but here we have to take into account some peculiarities.
The point is
that torque converters of the 6HPXXX family have a specific distinction from other
torque converters. This distinction lies in the lock-up clutch mechanism. In
these torque converters, one or more friction discs are located between the
body and lock-up plate of the torque converter. The plate itself consists of two
parts, interconnected by plate springs. One part is a piston which directly presses
friction discs; the second part of the plate is rigidly positioned on the
torque converter body. In the process of the torque converter operation, the
piston presses discs to the body with greater or lesser force thanks to the oil
pressure, thereby transmitting greater or lesser torque. Thus, the torque
transmission is performed not only via the turbine, but also by means of the
controlled slippage, which is provided by the friction disc. It means that the
lock-up mechanism operates not only at a constant speed, but also during
acceleration. However, such solution can lead to overheating of the unit and it
increases wear of friction discs. Friction discs have projections on the outer
diameter, which are engaged/meshed with the turbine. However, if there is no pressure,
friction discs stay pressed to the torque converter body with little effort. In
this regard, there is always a small torque between the body and the turbine, which
varies from 5 to 15 Nm depending on the make and characteristics of the car
engine. Further, we will call this torque parameter as preload.
Therefore,
when installing the lock-up clutch on the torque converter, it is necessary to
set the preload that is the same as in the new torque converter. Torque converter
manufacturers do not disclose preload values for different car models, but many
of these values were established practically during the repair process. At the
end of this article l will provide some preload values known to me.
To measure the
preload, manufacturers of the torque converter repair equipment offer the
following solution:



The torque converter is installed on the faceplate through the centering bushing. There is a slotted hole in the faceplate of the stand. By means of this hole the torque converter is prevented from rotation. The faceplate is installed on the shaft that rotates on the thrust bearing of the body of the test stand. The shaft is connected to the torque wrench with a removable pin. The cut open lock-up plate is pressed to the torque converter body by a pneumatic cylinder through a special adapter. Thus, if you remove the pin, the connecting shaft and the torque converter wrench, the torque converter with the pressed lock-up plate will rotate freely.
The measurement itself is performed as follows: when the lock-up plate is locked, any two rigid items (for example, two screwdrivers) are inserted between the teeth of the friction disc; these items are used to rotate friction discs inside the torque converter. Thus, the torque wrench with inserted lock pin shows the torque value between the stationary torque converter body and rotating friction discs. In my opinion, this solution has several disadvantages. All these disadvantages affect convenience of using this stand.
First of all,
it is inconvenient to manually rotate the friction disc using two screwdrivers.
The screwdriver might slip out of engagement or get hooked on the torque
converter body. It is also possible that the friction disc can change its
position closer to the torque converter body. It will lead to changes in readings
of the torque wrench. In addition, it is possible to turn the friction disc
without jerks by no more than 90…100°. During this time, you have to see readings
of the torque wrench, located under the faceplate and it is quite inconvenient.
It is necessary to rotate the friction disc smoothly and without any jerks. After the start of the friction
disc rotation, when the static friction force develops into the sliding
friction force, the effort required for rotation of the friction discs is
reduced. All these factors require sufficient skills and carefulness
from repair specialists and they can easily result in measurement errors.
That’s how
the preload is checked before welding of the lock-up plate is started. If it is
necessary to increase or decrease the preload value, repair specialists have to
turn the setting plane for the plate or the body surface (on which friction
plates operate) on a lathe.
The
next step is to weld the lock-up plate to its original position.

In should be
noted that the lock-up mechanism should be welded very carefully, preventing
overheating of the torque converter body, as the seal ring may burn. Also, it
should be mentioned that after welding, the preload value will slightly decrease,
as the seam lifts the plate a little. Therefore welding points are used.

The final check
is performed not on the test stand, but using a special adapter.

In fact, the adapter is made of a gearbox input
shaft, on which the torque wrench is installed in alignment. The measurement is
performed with already installed torque converter turbine, which, in essence,
amounts to simulation of the torque converter operation.
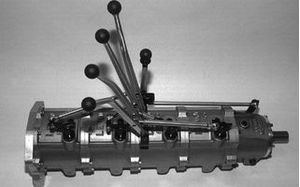
On reflection, I’ve come up with some other solution for the preload measurement. My design is not perfect and if you want to produce it independently, it is necessary to upgrade some details. I will describe the principle of this solution below.

The image above shows a part of the torque converter
with the lock-up, positioned on the faceplate of the stand (which has been
mentioned above). The adapter for preload measurement is installed on the
torque converter. The adapter disc is installed on the lock-up plate which
presses it and the body with the torque wrench. A thrust bearing is installed between
the body and the disc of the adapter. The bearing allows these two parts to
rotate relative to each other. The adapter body gets engaged with the friction
disc using two hitches. The entire adapter is pressed against the torque
converter by the pneumatic cylinder of the stand, thereby pressing the lock-up
plate to its place. The torque wrench should be locked with a shaft in order to
avoid rotation relative to the body of the stand. For further measurement, you
just need to rotate the faceplate of the stand.
The main
advantages of this technical solution are the following:
- Preload measurement is significantly simplified;
- Friction discs do not change their position relative to the body.
- Measurement is performed thanks to rotation of the body, not the friction disc.
- Optionally, it is possible to install some drive for the faceplate rotation.
All designs have drawbacks, and this solution is not an exception. The main soft spot of this design is that the adapter can be used only for the preload measurement. To weld the lock-up plate, you will need an adapter with a center hole. Moreover, due to the fact that various torque converter models differ in dimensions, it will be also necessary to make several sets of replaceable hitches, which get engaged with the friction disc, or hitches that can be adjusted in diameter and height.
|
Transmission |
TC Number |
TC Code |
Make |
Nm |
Notes |
|
6HP19 |
|||||
|
6HP19/6HP21 |
209 304 |
D72 |
BMW 2,5 |
to 9 |
|
|
6HP19 |
000 044 |
B95/G77 |
BMW 2,5 |
8 |
|
|
6HP19 |
000 014 |
T84/G96/P72 |
|
8-10 |
|
|
6HP19 |
000 226 |
B98 |
|
8-10 |
|
|
6HP19 |
000 226 |
T126 |
|
8 |
|
|
6HP19 |
209 302 |
Y81/G72 |
BMW |
8-10 |
|
|
6HP19 |
000 236 |
Z110 |
AUDI |
7-10 |
|
|
6HP19 |
000 044 |
F77/S76/F76 |
VW Phaeton |
8-10 |
|
|
6HP19 |
000 063 |
H77 |
AUDI 3,0i |
10 |
|
|
6HP21 |
|||||
|
6HP21 |
000 236 |
B111 |
|
|
|
|
6HP26 |
|||||
|
6HP26 |
206 702 |
U74 |
BMW 7 6,0i |
10-12 |
|
|
6HP26 |
000 149 |
Q94 |
|
10-12 |
|
|
6HP26 |
206 700 |
V74/Z83/Y73 |
BMW 3,0D |
10 |
|
|
6HP26 |
000 193 |
J85 |
|
10 |
|
|
6HP26 |
206 507 |
L73/L92/L93/L62 |
BMW 4,4i |
10 |
|
|
6HP26 |
000 030 |
Y83/N65 |
|
10-12 |
|
|
6HP26 |
000 010 |
F85/H85 |
BMW |
10 |
|
|
6HP26 |
000 236 |
Y85 |
BMW |
10 |
|
|
6HP26 |
206 500 |
P73/K93/K92 |
BMW |
10 |
|
|
6HP26 |
000 149 |
S94 |
AUDI |
12-13 |
|
|
6HP26 |
206 700 |
S77 |
AUDI |
10-12 |
|
|
6HP26 |
206 700 |
U92/F66 |
AUDI |
10-12 |
|
|
6HP26 |
206 508 |
F93/K63 |
AUDI |
10 |
|
|
6HP26 |
000 010 |
Y94 |
BMW 3.0D,
2000(y) |
10-11 |
|
|
6HP28 |
|||||
|
6HP28 |
000 212 |
P121/V102/J116 |
BMW |
10-12 |
|
|
6HP32 |
|||||
|
6HP32 |
200 208 |
V94/D92 |
|
10-12 |
|
|
6HP32 |
200 107 |
C59 |
BMW 4,0D |
11-12 |
|
|
5HP24 |
|||||
|
5HP24 |
157 102 |
A85/F32 |
BMW |
10 |
|
|
5HP24 |
182 003 |
F73 |
AUDI |
13 |
|
|
5HP24 |
157 100 |
G29/K31 |
|
10 |
|
|
5HP24 |
157 100 |
H85/H35 |
BMW |
12 |
|
|
5HP24 |
157 100 |
P35 |
BMW |
8-10 |
|
|
5HP30 |
|||||
|
5HP30 |
144 100 |
R13 |
|
9-10 |
|
Table of preload values known to me